捕要:活性炭烟气脱硫技术是以减少二氧化硫排放,净化大气环境,回收硫资源为目标而开发的活性炭吸附脱硫技术。利用活性炭的吸附催化能力将烟气中的二氧化硫吸收并制成硫酸,在消除二氧化硫污染的同时。回收了宝贵的硫资源。目前已成功的开发出了利用脱硫稀酸直接生产磷铵复合肥料的工艺技术及生产硫酸亚铁的工艺技术。理论上讲,利用脱硫稀酸还可生产许多硫酸盐制品,因此该技术具有广泛灵活的实用性。
一、概述
1.1 活性炭烟气脱硫的工艺原理
活性炭烟气脱硫技术是利用活性炭催化氧化制酸的机理,将烟气中的SO2吸附脱除制成H2SO4,通过与之配套的综合利用工艺,可生产出磷铵复合肥料或硫酸亚铁等综合利用产品。活性炭烟气脱硫技术是由烟气脱硫和脱硫副产物的综合利用二部分组合而成。其工艺原理是烟气中的SO2在通过活性炭时被吸附,吸附在活性炭表面的SO2被催化氧化成SO3,与烟气中H2O接触,以硫酸的形态吸附在活性炭内,当活性炭吸附饱和后进行洗涤再生,以稀硫酸的产品形式产出。本项技术因在活性炭的选择和洗涤方式上具有独特强化的工艺,可以使回收的SO2生产出浓度为30%左右的稀疏酸。
活性炭脱硫制酸的反应机理可用下式表述:
SO2催化剂/(活性炭)SO2
O2催化剂/(活性炭)O2
2SO2+O2→2SO3
SO2+H2O→H2SO4
在活性炭烟气脱硫技木中,脱硫副六品的综合利用是一项可因地制宜进行开发制取硫酸盆系列广品的回收工艺,目前已开发出用稀硫酸生产(N十P2O5)品位≥35%的磷铵复合肥料工艺,以及生产纯度达96%以上的硫酸亚铁(FeSO47H2O)产品工艺。在工业性试验中,脱硫副产品是硫酸亚铁,即利用电厂锅炉所排的液态炉渣中富含铁颗粒并将铁颗粒选出与脱硫副产的稀硫酸按比例计量送入专用反应槽中进行加热反应,反应生成物经过浓缩、冷却、结晶、分离,可获得纯度为94%以上的硫酸亚铁(FeSO4・7H2O)产品。此外,近期采用稀硫酸和铁为原料,已成功生产出附加值更高的铁红产品。
Fe+H2SO4+7H2O=FeSO4・7H2O+H2
在活性炭烟气脱硫技术中脱硫副产品的综合利用,是一项可因地制宜进行开发制取硫酸盐系列产品的回收工艺,今后也可采取稀酸直接浓缩为成品酸,从而使活性炭脱硫技术在完成烟气脱硫的过程中对脱除的硫,作为资源通过综合利用途径,取得环境效益和直接经济收益。
1.2 活性炭烟气脱硫工艺技术开发过程
活性炭烟气脱硫技术是我国自行探索开发的一项新工艺技术,到目前以完成了建设示范装与工程应用的全部技术准备。此项技术在“七五”期间被列为国家重点科技攻关项目,完成了处理为5000Nm3/h的电厂烟气脱硫的中间试验,1991年通过了国家组织的鉴定和验收,1994年该项目列为四川省重点工业性试验项目,在四川豆坝电厂建成了处理量为10×104Nm3/h的工业性试验装置,并于1998年7月通过了四川省科委主持的技术鉴定。国家发展计划委员会和国家科学技术部在制定的1999年度“优先发展的高技术产业化重点领域指南”中,已将活性炭烟气脱硫技术列入逐步实现成套化、大型化的目标。
二、活性炭烟气脱硫工艺技术特点
2.1 活性炭烟气脱硫技术的特点
活性炭烟气脱硫技术的开发,主要是为了解决大中型燃煤锅炉二氧化硫圬染问题。活性炭烟气脱硫技术既解决SO2污染保护大气环境,又通过回收硫资源并加以综合利用,使之在工程投资和运行成本、技术先进性方面优于传统的烟气脱硫技术,其特点如下:
a、采用活性炭吸附氧化脱硫技术,不需随时投加石灰石、石灰和氨等脱硫吸收剂、没有脱硫剂原料的现场制备和运输,没有脱硫废渣,无二次污染影响。运行管理甚为简便,并可快速启动。
b、开发的脱硫专用活性炭,其表面天然存在的酚型羟基和醌型羰基等活性基团能起到增加氧分子传递速率的作用,其吸附催化氧化过程比常规活性炭具有更大的吸附容量。该活性炭表面具有的活性基团不是依靠补充的碘、氨等添加剂来改性获得,没有流失问题,因而具有长效催化氧化的作用,活性炭装置的脱硫活性炭催化剂一次性投入可使用四年以上。
c、研究开发的分步推进强化洗涤再生技术,在保证脱硫效率的前提下可提高产酸浓度,使得活性炭技术具有较高的脱硫率和较高的产酸浓度。试验表明,活性炭技术在保证产酸浓度>30%的情况下,脱硫率可稳定在≥85%。在要求产酸浓度不高时(<15%),脱硫率可达95%以上。
d、开发的稀硫酸综合利用技术,使得脱硫后产出的硫酸可直接利用来生产副产品,在脱除SO2的同时,有效的回收利用了硫资源。其脱硫副产品可使烟气脱硫具有一定的经济效益。
e、吸附催化反应脱硫塔是活性炭烟气脱硫的关键设备,集除尘脱硫于一体,可适用于高尘、高温、大流量烟气的脱硫。脱硫塔使活性炭脱硫系统在烟气含尘量>400mg/m2时仍可连续可靠的工作。在保证较高脱硫效率的条件下,可获取≥30%浓度的稀硫酸。
2.2 主要技术性能指标与国内、国外同类技术的比较
活性炭技术是针对燃煤电厂烟气而开发的活性炭脱硫技术,既可消除二氧化磁的污染,又可回收硫资源。以往国内外的活性炭脱硫技术产生的硫酸浓度太低,一般仅有5~15%,对于这样的稀酸只能加热浓缩或加石灰中和生成石膏,不能直接加以利用,因此影响了该技术的发展,而活性炭烟气脱硫技术可将脱硫酸浓度提高到30%左右,这为脱硫稀酸的直接利用提供了可能。同时活性炭脱硫技术可适应高含尘量(~400mg/m3)和大范围的SO2浓度(500~3500ppm)。活性炭脱硫技术与国外采用活性炭脱硫制酸的日本日立公司、德国鲁奇公司技术的比较见表一。
表一 活性炭脱硫技术与国外活性炭脱硫制酸技术的比较
| 活性炭技术 | 日立-东电法 | 德国鲁奇 | |
| 处理烟气量Nm3/h | 10×104 | 42×104 | 4.5×104 |
| 入口SO2浓度ppm | ~3000 | ~500 | 300~500 |
| 脱硫空速h-1 | ≥500 | 未报导 | 未报导 |
| 脱硫塔阻力Pa | ~2000 | ~4000 | 未报导 |
| 脱硫效率% | ≥85 | 80 | 80~90 |
| 脱硫产稀硫酸浓度% | ~30 | ~20 | 10~20 |
| 烟气性质 | 燃煤锅炉含尘烟气 | 燃重油锅炉烟气 | 硫酸厂尾气 |
三、应用范围与市场前景
3.1 活性炭烟气脱硫技术适用范围
活性炭烟气脱硫技术适用范围很广,对于燃煤电厂烟气,工业燃煤锅炉烟气,冶炼厂、化工厂等含SO2尾气,都可以使用活性炭脱硫技术。该技术对烟气的尘含量和SO2浓度及气有一定的要求。一般的含尘烟气需要经过除尘器将其含尘浓度降至400mgNm3以下方可进入脱硫系统。烟气中的SO2浓度应不高于4000ppm为宜。处理烟气量一般应在10×104Nm3/h以上。
3.2 活性炭烟气脱硫技术市场前景
我国是世界上较大的煤炭生产和消费国,煤炭占总能源的73%,是世界上少数几个以煤为主要能源的国家之一。由于我国能源以燃煤为主并且部分地区燃用高硫煤,燃煤设备未能采取脱硫措施,致使二氧化硫排放不断增加,遭成严重的环境污染。燃煤烟气SO2排放是酸雨污染发展的主要因素,全国酸雨的损失在1998年超过了1100亿元,相当于每吨SO2的损失为5000元;已成为制约我国经济、社会可持续发展的重要因素。
我国是一个人口大国,也是农业大国,更是化肥大国。2005年,磷肥需求1000万吨。硫酸是生产磷肥的主要原料,目前我国硫酸的年产超过2300万吨,等同SO21500万吨。近年来,由于我国的硫资源相对缺乏,为满足磷肥增长的需求,己进口大硫磺。据估计,我国年进口硫磺总将突破250万吨,相当于SO2500万吨,占用外汇10亿元以。此外,年磷肥进口此为500万吨,相当于进口硫酸600万吨,折合SO2400万吨。所以,按照这个发展趋势,到2005年,我国进口的硫资源折合SO2将超过1000万吨。加上国内自产的SO2,到时候我国化肥行业需要的SO2将超过2000万吨/年。一方面排放大于2000万吨/年,白白浪费,还遭成很大的、超过1100亿元的酸雨损失;另一方面需求2000万吨/年,还花费巨额外汇去引进。因此在控制二氧化硫排放保护大气环境的同时,有效地回收排烟中的二氧化硫作为硫资源加以利用,化害为利,变废为宝,是适合中国国情的烟气脱硫技术开发研究的发展方向。
活性炭是针对燃煤烟气而开发的活性炭脱硫技术,利用活性炭的吸附催化能力将烟气中的二氧化硫吸收并制成硫酸,在消除二氧化硫污染的同时,回收了宝贵的硫资源。由于本项技术在投资与传统的抛弃法脱硫费用相近甚至略低,而在运行过程其综合利用有副产品可得,因此除解决环境污染外在经济上将获得利益,就比传统的抛弃法具有明显的竞争能力在西南、华南和其它一些燃用高硫煤地区的电厂具有很好的推广应用前景。
四、工业性应用实例
4.1 工程基本情况
本工程建在宜宾发电总厂所属的豆坝发电厂内,地点在四川省宜宾县。豆坝电厂有两个50MW发电机组和两个100MW发电机组,总装机容t为300MW。机组配备两台230t/h燃煤锅炉和两台410t/h燃煤锅炉。脱硫工程处理该厂4#锅炉的部分烟气量,约为10×104Nm3/h,相当于120t/h锅炉的烟气量,既对应于25MW发电机组。
豆坝电厂使用的燃煤主要为宜宾地区芙蓉煤矿的无烟煤,同时也供应部分小煤窑的煤。豆坝电厂的燃煤含硫量通常为3~4%,属高硫煤。锅炉在正常燃烧时,排出烟气中SO2浓度可达3000ppm以上。
两台410t/h燃煤锅炉都配有电除尘器。除尘器为三电场,正常工作时,除尘器出口烟气含尘在200mgNm3左右。但由于除尘器工作不正常,电除尘器出口烟气含尘上常在400mgNm3左右。
脱硫所产生的副产品稀硫酸,部分用于生产硫酸亚铁,部分用于中和电厂冲灰水的pH。所生产的硫酸亚铁部分直接出售,部分继续加工成铁红后出售。生产硫酸亚铁的原料一铁颗粒,全部是从电厂锅炉液态排渣的渣池中选出的,无需外购。
工程主更设计参数
活性炭烟气脱硫系统运行参数
| 脱硫装置入口烟气参数 | 脱硫装置运行参数 | ||
| SO2浓度 | 2000-4000ppm | 处理烟气量 | ~100000Nm3/h |
| 含尘浓度 | ≤400mg/Nm3 | 脱硫率 | 84%-90% |
| 烟气温度 | 100-150℃ | 单塔运行周期 | 40小时 |
| 烟气流量 | 70000-140000Nm3/h | 年运行 时间 | 6000小时 |
| 年脱硫量 | 4380吨/年 | ||
| 年产酸量(30%) | 22350吨/年 | ||
4.3主要设备及构筑物
工程主要设备是活性炭脱硫塔,脱硫塔为四个,两两重叠简为两座塔,运行时三塔运行一塔洗涤再生。其它辅助设备主要为风机、烟管、酸泵、水泵、酸池、水池等。由于脱残较用于烟气脱确并生产稀碗酸,因此设备的防腐措施很重要。系统中的主要设备脱硫塔及烟气管道、陂池等,都采用耐温性、耐酸性较强的呋喃树脂与粘接性较好的环氧树脂复配,并加入耐热抗老化的填料和助剂,以玻璃布为骨架,形成防腐玻璃钢保护层。脱硫塔内的主要部位和件用耐酸不锈钢、秦四氟塑料特材料制造。酸泵选用不锈钢耐腐蚀泵,输酸管道采用UPVC塑料管,双面防腐,耐酸、附压、耐温。
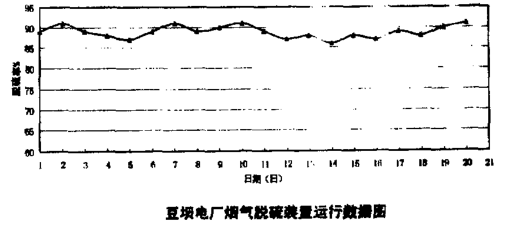
4.4 运行情况
豆坝电厂烟气脱硫装置于1998年建成并投入使用,运行情况良好,基本达到设计要求。平均处理烟气量为123000Nm3/h,平均脱硫率≥85%。运行数据如下图:
五、经济效益分析
活性炭烟气脱硫工程本身是一项有益于社会的大气环境治理工程,在付出一定经济代价的同时,也应看到其相应产生的社会、环境和经济效益。目前建成的活性炭烟气脱硫工业性试验装置,处理烟气量10×l04Nm3/h(约相当于25MW发电机组锅炉烟气量),烟气浓度为3000ppm,年运行时数为7000小时,每年可脱除SO2为5110吨,生产的稀硫酸折合浓硫酸年产达7825吨,装置建设费用951.3万元,其单位建设费用为381元/kW,按发电量成本计算,每kWh电的脱硫成本约为0.0088元kWh,当计入副产品综合利用收益时仅为0.0071元/kWh。年脱硫量为5110吨,按计算的年运行费用测算,每一吨SO2脱除费用为302元,如计入副产品综合利用收益,则为243元。从环境效益与经济效益分析,本脱硫装置每年运行可削减SO2的排放量达5110吨,按0.60元/kg收取SO2排放缴费计,每年可减少SO排放缴费306.6万元。脱硫装置若推行到一套200MW发电机组配套使用,每年可减少SO2排放为32000吨,以每吨SO2造成损失费为5000元计,每年可减少1.6亿元的损失。同时,通过脱硫每年回收副产硫酸折合浓硫酸达49000吨,相当于取代一个年产5万吨的硫酸厂和配套的硫铁矿的开采,这符合我国保护环境、变废为宝、综合利用的国策,环境效益与经济效益兼得,社会效益显著。
烟气脱硫通常是一项耗资巨大、 技术难度较高,一般无经济效益,但为改善环境又需要投入的环境污染治理工程。我国现状是目前仅有极少量火电厂建有引进的烟气脱硫装置,其装机容不到总容的1%。由于引进外国成套设备的投资和运行费用过高,难以满足我国獭煤锅炉烟气脱硫的需要。我国从事燃煤锅炉烟气脱硫技术研究的单位很多,但目前完成工业化的大、中型燃煤锅炉烟气脱硫技术很少,活性炭烟气脱硫工业性装置是目前国内规模较大的全套国产化燃煤锅炉烟气脱硫装量。它处理的烟气相当于130吨/锅炉或2SMW发电机组的样烟量,该装置每年可减少五千多吨的二氧化硫排放量。在我国众多的大、中型燃煤锅炉中,100多吨/h的锅炉为数不少,在中、小型电厂中,50MW、2SMW发电机组也占主导地位。因此,活性炭烟气脱硫工业性试验的完成对我国防治酸雨保护大气环境具有深远的意义,对我国的环保事业是一个很大的贡献。