���ѻ���̿��һ�ֵ�ͨ��������ʽ��������������ϣ����������ֲ����ȡ�����ѹ��С����϶�ṹ����ȱ������Ϳ���ʴ��ǿ���ŵ㡣���ѻ���̿�ڻӷ����л������������������������������������������ȷ����о���Ϊ�ȵ㡣������ʵ�����о��Ļ����ϣ�������﷽��������Һ�������ȡ����ϳ»�ʱ�䡢ճ������ͼ��������Ի���̿��������↑�ѵ�Ӱ�졣
��ѹ�����Ʊ����ѻ���̿�ϼķ�������̿�����Ͼ��ܻ����ܻ���ѹ���͡����̿���ͻ�������õ����ѻ���̿���о���������̿�����Ͽ���ú̿����ȩ������֬�ȿ�̿�����ϣ�Ҳ��ֱ���û���̿��ֱ���Ի���̿Ϊԭ�ϣ�ʪ�����������پ��������ձ��ռ��ɣ����Կ�̿����Ϊԭ�ϣ������ķ�������Ҫ��̿��������θ��´�������ˣ��Ի���̿Ϊԭ�ϣ����ü�ѹ���Ʊ����ѻ���̿�ǽ��ܡ��������Ʊ�������������̿�ṹ���������ˮ�����ܻ�ʱ�����Ӵ���ˮ��������ϵĿ����ԣ������ʪ���������ʱ���Ρ����ѣ���Լ��Ʒ�ʡ����↑�����Ʊ����ѻ���̿�ļ���ƿ�����о�Ӱ�����̿��������↑�ѵ����ض���߳�Ʒ�ʾ�����Ҫ���塣
1��ʵ�鲿��
1.1 ���ѻ���̿���Ʊ�
���ѻ���̿�Ʊ�������ͼ1��ʾ������̿��ճ��������ɻ���ˮ��ϣ�Ȼ��»������࣬�ٽ��˳���װ�ü��Ʒ����壬�������õ�ʪ����������������Ʒ���ڶ������ս��б��գ����õ�����̿�������Ʒ��
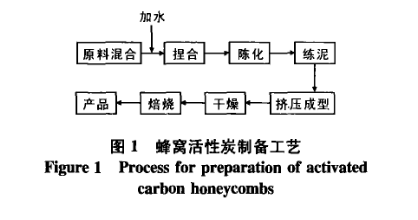
ͼ1���ѻ���̿�Ʊ�����
1.2 ʪ������ĸ���
�Ʊ��ķ�������Ϊ50mm��50mm��100mm���ں�0.8mm���ھ�2��8mm�������Ȼ����ȷ�����������۲������Ʒ���漰�������������������Ƽ�Ϊ�ϸ�Ʒ���ϸ�Ʒռ��Ʒ�����ı�����Ϊ��Ʒ�ʡ�
2�����������
2.1 ���﷽��
��1Ϊ��������������﷽ʽ�Ի���̿����������Ʒ�ʵ�Ӱ��
| ���﷽�� | �����¶� | ����ʱ��/h | ��Ʒ��/% |
| ��Ȼ���� | ���� | 120-240 | 0-100 |
| �ȷ���� | ��60-120���� | 1-2 | 0-10 |
| ������ | ������800W | 0.17-0.27 | 80-100 |
�ɱ�1���Կ�������Ȼ�����Ʒ�ʵı仯��Χ�ϴ��ȷ����ij�Ʒ�ʽϵͣ�������ij�Ʒ�ʽϸߣ��Ҹ���ʱ��̡�
��Ȼ��������������º����ʪ�ȿ��ƣ����¸ߡ����ʪ��Сʱ���������ʽϴ��������������������Ҳ�������Ʒ�ʽϵͣ����µ͡����ʪ�ȴ�ʱ��������̻�������������������������С����Ʒ����Խϸߣ�������ʱ�䳤��
�ȷ���������¶��ݶȺ�ʪ���ݶȣ�ˮ�ֵ�����ɢ�������෴���ڸ��↑ʼ�Σ����������ȷ���ڲ����������¶ȸ��������ڲ��¶ȣ�ˮ������ɢ�죬����ɢ�����������������������ĸ���������������׳�����ڿ��ѺͿ��ѣ���Ʒ�ʱȽϵ͡�
������ʹ��������ͬʱ���ȣ��������ʿ죬��ˮ������ʹ�����¶ȵ��������ڲ��¶ȣ��¶��ݶȺ�ʪ���ݶȷ���һ�£��ʸ���ʱ��̣���Ʒ�ʸߡ�
2.2 ����Һ��������
����̿�������ϣ�����ֱ��������������ͨ��ģ���Ƴ��ͣ���Ҫ�����ܻ���ʹ����п����ԡ���2Ϊ�ڼ������ճ���ռ����̿��������20%���л�ճ���ռ����̿��������8%���»�ʱ��20h��������ʱ��16min�����£�Һ�������ȣ�ˮ���������Ը����������Ի���̿�������Ʒ�ʵ�Ӱ�졣
��2Һ�������ȶԻ���̿��������ͼ������Ӱ��
| Һ�������� | ����������� | ��Ʒ��/% |
| 0.45 | ����������� | ���� |
| 0.75 | ��������ڽ��� | ���� |
| 0.91 | �������ı���� | 100 |
| 1.10 | ���������� | 100 |
| 1.30 | �������������� | 100 |
| 1.50 | ������̮�� | ���� |
�ɱ�2�ɼ�������Һ�������ȵ����ӣ������強������״���õ����ƣ���Һ�������ȹ��ߣ������������������ء����⣬�ڱ�֤���������״������ǰ���£�����Һ�������ȶԸ��↑�ѵ�Ӱ�첢�����ԣ�ԭ���ǻ���̿���Ͼ��з�����ṹ����������ˮ�ڸ���ʱ��ͨ��ëϸ�ܿ�����ɢ��ȥ������������������������IJ������ԡ����˵�Һ��������Ϊ0.91��
2.3 ճ���
2.3.1 ��ճ���
��3ΪҺ��������0.91�������л�ճ���ռ����̿��������6.5%���»�ʱ��4h��������ʱ��16min�����£�����̿���������������ճ����Ľ�С��������ʪ�����������
��3��ճ����Ի���̿��������ͼ������Ӱ��
| ճ������� | �أ�ճ�����/% | ��Ʒ��/% |
| ������ | 15 | 50 |
| ������ | 27 | 25 |
| ��ճ�� | 19 | 60 |
| ����ʯ | 5 | 80 |
�ɱ�3�ɼ�������ʯ��ʪ������������ǿ��������Ʒ�ij�Ʒ�ʽϸߡ�
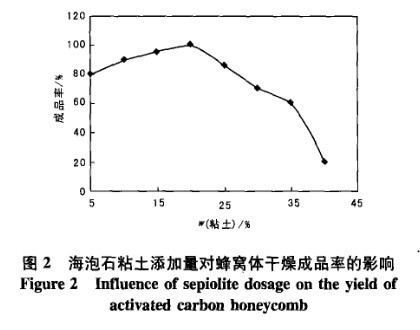
ͼ2����ʯճ���������Է���������Ʒ�ʵ�Ӱ��
ͼ2ΪҺ��������0.91�������л�ճ���ռ����̿��������6.5%���»�ʱ��4h��������ʱ��16min�����£�����ʯ�������Է������������Ʒ�ʵ�Ӱ�졣
��ͼ2�ɼ���������Ʒ��Ʒ���溣��ʯ���������ӳ��������Ӻ��½������ơ���Ϊ������ʯ�����ӣ�����̿���ϵĿ�������ߣ�������Ʒ��Ʒ����֮��ߣ�������ʯ�����ӵ�һ��ֵ������̿�ڸ����еı������Լ��٣�������ʯ�Ŀ�϶��ԶС�ڻ���̿��ʹʪ����ëϸ����ʪ�����½������↑���������ӣ�������Ʒ��Ʒ���½���
2.3.2 �л�ճ���
�л�ճ�����Ҫ�߱����õ���ʪ�Ժ�ճ��������4ΪҺ��������0.91��������ճ���ռ����̿��������20%���»�ʱ��4h��������ʱ��16min�����£�����̿��������������л�ճ����Ľ�С��������ʪ�����������
��4�л�ճ����Ի���̿��������ͼ������Ӱ��
| ճ������� | �أ�ճ�����/% | ��Ʒ��/% |
| ���� | 16 | 0 |
| ��ֳ�� | 11 | 10 |
| ����ϩ�� | 7 | 20 |
| ������ | 4 | 60 |
�ɱ�4���Կ�������ά���ѶԻ���̿�ij���������ǿ��������Ʒ��Ʒ�ʽϸߣ����Ϊ����ϩ����ֳ�ᣬ���۵ij��������ϲ�Ҹ�����Ʒȫ�����ѡ�
���۵�ճ���Բ���ϳ�������������ҵ�����������ˮ����ʪ�Բ����̿����������ˮ��ռ������ˮ��Ĥ�ֲ������ȣ�ʪ���������������ȳ̶ȴ�����Ʒ����ȫ�����ѡ�
��ֳ���������С��ճ���������������Լ�ѹ��ʵ��ʪ������������Ʒ�ʵ͡�
����ϩ���ȴԻ���̿����������ǿ�������������������Ʒ��Ʒ�ʲ��ߡ�
��ά���Ѿ��н�ǿ��ʪ�����ͺͱ�������������ռ����̿������4%����ά��ʱ����Ʒ�ʴ�60%����ά���Ѿ��ж��ص������������ܣ���ʪ������������¶�����һ��ֵ���γ�һ�ֵ�����״�ṹ���ѻ���̿�����̶�����״�ṹ�У���������ʪ���ĸ��������̶ȡ���ά���ѷ��ӽṹ�д��ڴ������ǻ��ͼ����������н�ǿ����ʪ�ԣ��ܹ��ڻ���̿��������Ѹ���γ�һ����ȵ�ˮ��Ĥ��ʹʪ���������������ȡ�
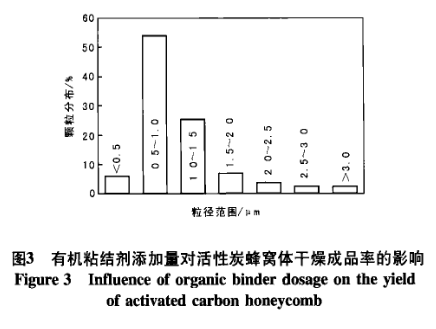
ͼ3�л�ճ����������Ի���̿����������Ʒ�ʵ�Ӱ��
��Һ��������Ϊ0.91���������ճ���ռ����̿��������20%���»�ʱ��4h��������ʱ16min�����£��л�ճ����Ի���̿�������������Ʒ�ʵ�Ӱ���ͼ3����ͼ3���Կ�����������Ʒ��Ʒ�����л�ճ��������������Ӷ����ӡ����Ӿ���ϩ����ֳ����������������Ʒ��Ʒ�����ӷ��Ƚ�С��������ά������������������Ʒ��Ʒ�ʴ�����ӣ�˵����ά�����ܹ�����Ӱ�������ĸ��↑�ѡ��л�ճ����������ߣ��ճɲ�Ʒǿ�Ƚϵͣ���������Ӧ���С�
2.3.3 ���ϳ»�ʱ��
���↑�ѵ�ֱ��ԭ��������ʧˮʱ�����������IJ������ԡ������ܶȷֲ�Խ���ȣ���������Խ���ȣ���������ԽС��ͼ4ΪҺ��������0.91��������ճ���ռ����̿��������19%���л�ճ���ռ����̿��������6.5%���»�ʱ��4h��������ʱ��16min�����£����ϳ»�ʱ��Ի���̿�������������Ʒ�ʵ�Ӱ�졣

ͼ4���ϳ»�ʱ��Ի���̿����������Ʒ�ʵ�Ӱ��
��ͼ4�ɼ������ϳ»������ڸ�����Ʒ��Ʒ�ʵ���ߣ������ϳ»�һ��ʱ���20h�������ӳ��»�ʱ�䣬��Ʒ�ʲ������������ϳ»�ʹ�л�ճ�����ֽ��ܣ�����ˮ������ˮ��Ĥ����ʽ�ֲ��ڹ���������棬�����ܶȷֲ������ȣ��������������ϵͣ���Ʒ��������ճ�����ֽ��ܺ����»��������ܶȾ��ȳ̶Ȳ��䣬��Ʒ�ʲ���������
3������
���↑�����Ʊ����ѻ���̿�ļ���ƿ�����������ǽ���Ч�����﷽����������Ľϼ�ʱ��Ϊ16min��ճ�����Ӱ���������↑�ѵ���Ҫ���أ����в���״�ṹ�ĺ���ʯ����������������ܵ���ά�����ǻ���̿������Ľϼ�ճ��������Ͻϼ�Һ���������ɻ���̿ԭ�ϵı�����ˮ���������ϼ�Һ��������Ϊ0.91�����ϳ»���������߸�����Ʒ�ij�Ʒ�ʣ����Ͻϼѳ»�ʱ��Ϊ20h��